
 HPC’s catalogues contain approximately 35,000 different standard parts. Many of these can be modified to meet your requirements. We are also able to manufacture parts to order from your drawings or samples.
HPC’s catalogues contain approximately 35,000 different standard parts. Many of these can be modified to meet your requirements. We are also able to manufacture parts to order from your drawings or samples.
HPC’s catalogue contains a wide range of standard gears all with pre-defined dimensions. However it is possible to modify some dimensions in order to adapt a part to your requirements. The most common modifications are re-boring or the addition of a keyway, pinhole or tapped hole. A range of heat treatments is also available.
If required, HPC will modify its standard gears to adapt them to your needs.
Historically there are two standard Pressure Angles (PA) that existed. An angle of 14°30' was widely used in the past. Today it is a lot less common but is sometimes used for gears made to imperial dimensions. The 20° angle has become much more commonplace. It is impossible that one or the other is better, however the 20° PA is used far more often for metric gears.
There are many solutions for securing a gear to a shaft. Below are several options that may help with your application.
 Secured using a Set screw |
Securing using a setscrew :
Principle : Securing a gear by using a setscrew is very simple. A threaded hole should be machined into the hub of the gear. The tightening forces are concentrated on the edges of the threads of the cup headed screws (HC ranges).
Advantages : This type of fixing improves the tightness of the assembly and limits any movement.
|
|
|
Securing using a key
Principle : The use of a key ensures that a secure it possible to make a connection by blocking rotation. It requires the machining of a groove in both the shaft and the bore. For manufacturing reasons the groove in the bore must be made along its entire length.
A parallel key is a rectangular piece of metal that mounts partly in the shaft and partly in the bore of the hub. The machining of the groove in the shaft is normally performed with the aid of a two-bladed cutting tool.
Disk (or half moon) keys are used for the transmission of lower values of torque. The machining of the keyway into the shaft is very easily done using a three bladed cutter. A keyway does not stop axial movement of the assembly; it must therefore be combined with another locking system, such as a thread and a nut or more simply by using a circlip.
Securing using a circlip
Principle : Circlips stop axial movement between two components.
Use : The use of a circlip requires a groove to be cut into either the bore or the shaft. The circlip are then fitted from one end of the shaft (or bore) with the aid of a special tool.
Note:a minimum (or maximum) clearance diameter is needed for the installation. 

The use of circlips is often used in association with a keyway in the assembly of pulleys or spur gears. |
 Secured using a Dowel pin |
Securing using a dowel pin
Principle : It can also play a safety role by shearing in the event of a violent shock pr overload.
Use : In normal operation, the pin is subject to shearing forces and should therefore be used in cases where there is relatively little torque involved. Its use is not recommended where frequent removal is necessary. The drilling of the mounting holes for the dowel pins is generally done after assembling the two components in order to guarantee perfect alignment.
The use of a cylindrical dowel pin requires the precise machining of a hole through the shaft and gear. When using a split dowel pin, normally a drilled hole is sufficient as the pins will deform slightly during insertion and gives a very good resistance to vibration. This type of assembly is excellent for small pulleys or gears with low modules. |
 Secured using a Locking assembly |
Securing using a locking assembly
Principle : By tightening the screws, the user deforms a conical ring and creates a strong compression force between the shaft and the bore. The lock obtained is very strong and rigid (i.e. backlash-free) but can be easily disassembled.
Advantages : By avoiding the need to cut a keyway, this system actually increases the sectional strength of the shaft and avoids the creation of stress points and the risk of cracking due to metal fatigue. Compared to other securing methods of equal diameters, the transmissible torque with this method is much higher.
Machining required to be done to the shaft and the bore is limited to ensuring an H8/h8 tolerance and a surface finish of at least Ra=1,6mm for self-centering assemblies (Models RT25 and RTL450). A locating guide should be used with the other types of assembly. These locking assemblies are recommended for use with all types of toothed wheels, and especially for pulleys, sprockets and gears with large pitches or high modules. |
 Secured using a Self lubricating bush |
Securing using a self lubricating bush
Principle : This very simple system provides reliable, simple and efficient rotational guidance. It works on the principle of limiting friction between the shaft and bore by using two self lubricating bushes (type MET). At the same time it stops axial movement of the rotating object.
The most practical locking elements are locking rings (BAG). They do not require any special machining on the shaft and can be positioned at any point along its length thus allowing for adjustments to the position of the pivot point.  Locking ring BAG0 Locking ring BAG1
|
 Secured using a Locking ring |
Securing using a locking ringSecuring with a locking ring is a fast and efficient method of securing all types of gears. Two solutions exist, locking with half a locking ring (type BAG2), or locking with the aid of a full collar (BAG1).
Using a half-ring BAG2) : The first solution involves the machining and removal of half of the gear hub and the drilling/tapping of two threaded holes in the remaining section of the hub.   
Using a locking ring (BAG1):The second solution involves reducing the width of the hub and the machining of two channels as shown in the diagram below.  
In both cases, the result is a completely rigid joint which is perfectly suited to the transmission of high levels of torque. |



Where the number of teeth on a small pinion is low (< 12 teeth), the bottom of the hollow between the teeth is very narrow. Consequentially, it is difficult or even impossible to engage these gears; the heads of the teeth of the larger gear cannot get into the gaps between the teeth of the smaller pinion. This is known as interference.
Also during the manufacturing process, the cutting tool must work right to the bottom of the tooth hollow, this can cause cutting interference. This cutting interference is higher than the interference under normal working conditions and can considerably weaken the tooth.
To avoid this interference the idea of “teeth correction” was introduced into the gear manufacturing process. As a bonus, this process also brings about improvements in the teeth’s resistance to wear.
The most common method is to modify the PCD of the gear by +/-1 x Module : this is know as displacing the teeth.
Note: these modifications must be taken into account when calculating the distance between the centres.
In the gear catalogue, it can be seen that for small gears, the hub diameter and the outer diameter are the same.
For example: G1-10 (Note that the PG version will have teeth along its entire length)
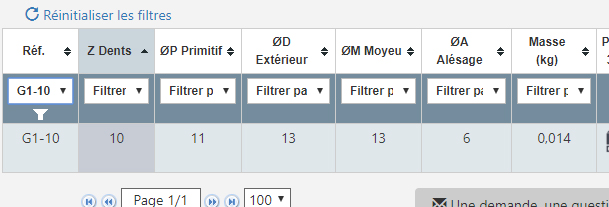
This is completely normal and can be explained very easily.
The small size of the part in relation to the size of the teeth does not allow a conventional shoulder to be machined, as the bottom diameter of the teeth is too close to the bore diameter. Therefore, the hub diameter is the same as the outside diameter. The hub will be cut by the cutter when it is released, giving the impression that the gear is cut to its full length. Nevertheless, the widths of the tooth and hub will be as indicated in the catalogue.


The angled teeth of this type of a helical gear engage more gradually and the increased number of teeth engaged at the same time means a more continuous drive.
It also means that helical gears run smoother and more quietly than spur gears.
 HPC gear reducers are designed to produce a lower speed on the output compared to the input.
HPC gear reducers are designed to produce a lower speed on the output compared to the input.
A left angled helical gear is designed to mesh with a right angled helical gear with exactly the same pressure angle.
As the helix angle is not standardised, it can vary from one manufacturer to another. Standard HPC gears have a helix angle of 17°45”. As the angle has a direct effect on the PCD (Pitch Circle Diameter), a parallel helical gear from HPC is not necessarily interchangeable with that from another manufacturer.
 This type of gear produces a change of direction of the rotational forces. There is a progressive meshing due to the angle of the teeth and the number of teeth engaged at any one time is high, which assures a continuous drive. A change of direction is thus obtained and is smoother and quieter than would be obtained from using bevel gears.
This type of gear produces a change of direction of the rotational forces. There is a progressive meshing due to the angle of the teeth and the number of teeth engaged at any one time is high, which assures a continuous drive. A change of direction is thus obtained and is smoother and quieter than would be obtained from using bevel gears.


This type of gear is manufactured to give an output drive at 90° to the input. Contrary to spur gears, bevelled gears of the same module are not interchangeable: A pinion will only work with the wheel for which it was calculated and manufactured.


 This type of arrangement offers a very high reduction in speed and under certain conditions exhibits anti-backdrive characteristics. The basic efficiency of the system is low but increases in proportion to the angle of the teeth. The worm and wheel both have the same helix direction.
This type of arrangement offers a very high reduction in speed and under certain conditions exhibits anti-backdrive characteristics. The basic efficiency of the system is low but increases in proportion to the angle of the teeth. The worm and wheel both have the same helix direction.
There is no standardisation of worms and wheels between different manufacturers. If one part is damaged it must be replaced by a strictly identical piece, this normally means having a copy made of the faulty piece. Manufacturers are free to choose the diameter of the thread and it is this determines the helical angle, the PCD (Pitch circle diameter) and distance between centres.
Worm(screws)
Four principal parameters characterise a worm
The actual helix angle is difficult to determine. The direction of the teeth is done visually. Hold the gear vertically, if the threads go up to the left, it is a left handed thread, if they go up to the right, it is a right handed thead.
 |
 |
| left hand threaded | right hand threaded |
To measure the pitch, measure the distance between two threads.

To count the number of threads, it is necessary to count the number of starts by looking at the end of the thread or into the bore.
 |
 |
| Don't count the starts like this | They should be counted in this direction |
For wormwheels
There are 4 principal characteristics that define a wheel
The first three parameters are determined by the formulae
de = m x (Z+2) or m = de/(Z+2) or Z = (de/m)-2
The actual helix angle is difficult to determine. The direction of the teeth is done visually. Lay the the gear on a table, if the threads go up to the left, it is a left handed thread, if they go up to the right, it is a right handed thead16 The helix angle is difficult to measure. The only way is to assemble the wheel with the worm that was made for it (same module and same number of threads).
 |
 |
This worm with 4 threads will not function with the gear with only 1 thread. |
However this worm and wheel are compatible. |
This only applies to pulleys with less than 23 teeth.
On these pulleys the flange serves a double purpose as both flange and hub and as a result the diameter is greater than the external diameter of the teeth. Due to its small size, a crimped construction technique is used.



UCP shaft and UCF bearings cannot be used in any areas where strict food hygiene standards apply (eg food preparation).


For these type of applications HPC has introduced a new range of flanges and housings in stainless steel and polyester, with the same dimensions as the UCP/UCF ranges and especially designed for the these environments.
Complete stainless steel versions are are also available, please contact us on +33 (0) 437 496 496.




A universal joint will function without protection but does need regular lubrication.
For many applications daily lubrication is recommended. The act of protecting the joint by fitting a cover filled with grease will greatly improve its performance and can increase its life span by up to five times.
Greases such as Alvania EP2 or Mobiplex 46 are ideal for this purpose.
HPC has a wide range of Panamech and Bellows precision bored couplings in its range.
If none of these are suitable for your application, we also stock pilot bored Panamech couplings which can be finished to meet your requirement. In the case of a real emergency, it is possible to finish these items yourself. There are however a few precautions to take, especially when dealing with couplings with clamp fittings. Firstly the concentricity of the piece should be verified before machining: a fault in the concentricity could lead to problematic vibrations. When dealing with couplings with clamps, position a spacer in the slit and tighten the clamp so as to machine a perfectly circular bore. You should never try to machine a keyway as this could result in serious damage to the coupling. Note, we are not able to accept the return of a coupling which has been modified by the purchaser.
 What is meant by anti-backdrive? To put it simply, if you apply a torque to the output of an anti-backdrive gearbox and the input does not move, the gearbox can then be called anti-backdrive.
What is meant by anti-backdrive? To put it simply, if you apply a torque to the output of an anti-backdrive gearbox and the input does not move, the gearbox can then be called anti-backdrive.
It is important not to confuse the notion of anti-backdrive with a gearbox that is designed to only rotate in one direction. The input of an anti-backdrive gearbox may be able to rotate in both directions and as a consequence so will the output. Very few gearboxes have anti-backdrive characteristics; typically these are worm and wheel gearboxes with a low lead angle.
To be more precise, gearboxes having a single start on the worm are anti-backdrive, those with three or more starts are reversible.
Where the worm has two starts, it is not the angle of the thread but the application that will determine whether the gearbox is anti-backdrive or not.
If your application requires the gearbox to block reverse rotation, do not use a gearbox where the worm has two starts. In summary, only worm and wheel gear reducers where the worm only has one start can be sure to be anti-backdrive.
 As implied by their name, HPC gear reducers are designed to produce a lower speed on the output compared to the input.
As implied by their name, HPC gear reducers are designed to produce a lower speed on the output compared to the input.
However the majority of our gearboxes are reversible (the input will rotate if the output is turned) but they should not be used as multipliers as using them in this way can create internal stresses and cause irreparable damage.
HPC's 13 month guarantee on gearboxes will not apply for any unit used in this way.
HPC gear reducers are greased for life and are thus maintenance free.
Whilst certain gearboxes do have a grease nipple this is only used to fill the gearbox during manufacture, it should not be used afterwards.
Under no circumstances should an HPC gearbox be opened up for maintenance without our prior agreement. Contact our technicians on +33(0)4 37 496 496.
Yes. Please e-mail or fax us your requirements. We are very flexible and are happy to quote for small, medium or large volumes. Here are some examples of custom-made gearboxes.
 |
 |
| Closed and open spirals | Torsion spring |
Now measure the principal dimensions of your spring:
For a metre spring, you need to measure :
 |
 |
| compression metre | traction metre |
For a compression spring you need to measure:
For an extension spring you need to measure:
For a torsion spring you need to measure:
Yes we can. Please contact our Technical department on +33 (0) 437 496 496 who will provide you with a quotation very quickly. Please Note, a minimum order quantity may apply.


HPC












 A right angled helical crossed gear meshes with another right angled gear. The relatively low efficiency due to the axial forces generated, can cause the assembly to overheat but this can be easily reduced by good lubrication.
A right angled helical crossed gear meshes with another right angled gear. The relatively low efficiency due to the axial forces generated, can cause the assembly to overheat but this can be easily reduced by good lubrication.























